Our customers attach great importance to an all-inclusive package. This was also the case in spring 2019, when we were commissioned with the construction and installation of an electric drive system, including control cabinet, software and safety fence. Within only six months, the system was successfully installed and accepted by the customer.
All-in-one solution from experts: drive motor, electrical control equipment and safety devices, fully assembled, wired and commissioned.
High drive power with maximum safety requirements
A key task for this extremely complex project was the development of an electric drive system for a test bench with a drive power of at least 116 kW at 5000 rpm. The touch and display screen was to be both user-friendly and visible from a distance of four meters. In addition, the complete design and implementation of the control software with an individual program management for 50 test programs was ordered. A partitioning safety fence, emergency stop functions and limited drive speeds were to ensure the required safety of the system at all times.
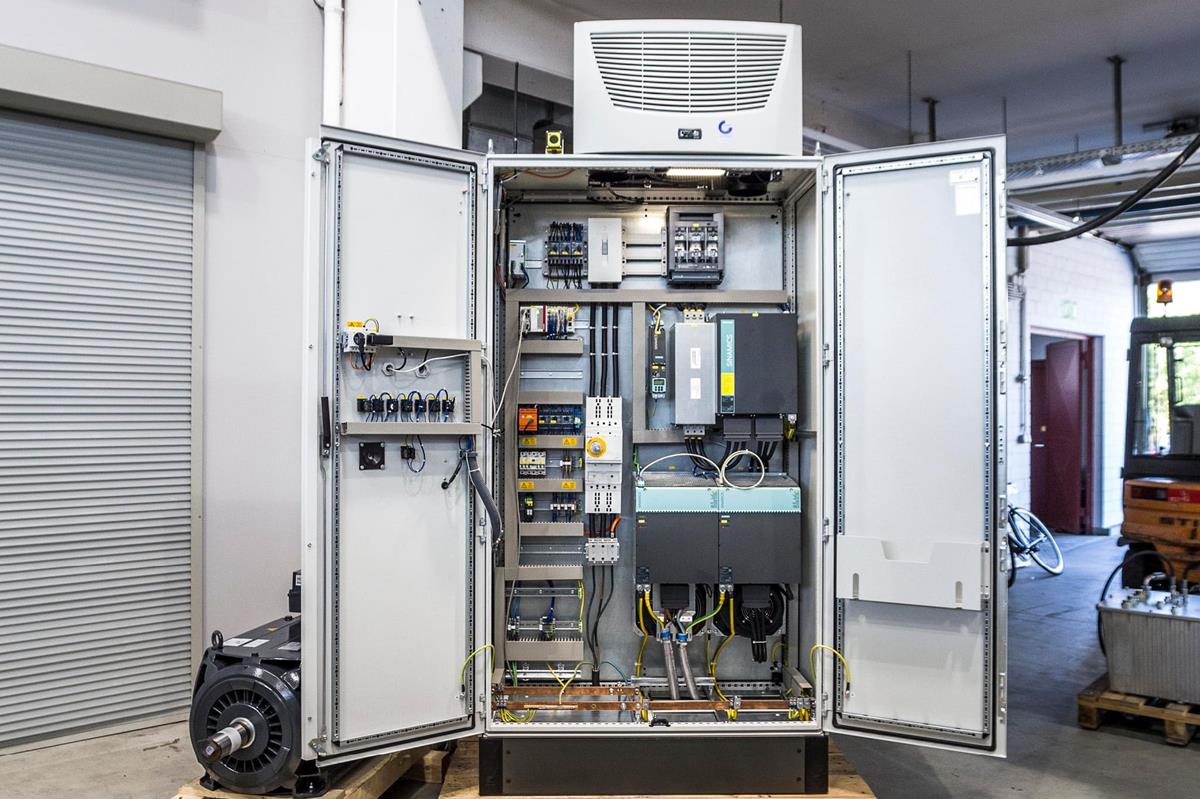
Drive unit with regenerative frequency converter
During the project planning of the main motor drive system, it was decided to opt for a solution with regenerative frequency inverter and an asynchronous machine, including a forced cooling fan. As a result, drive powers of up to 130 kW and up to 5000 rpm are possible during peak periods. In order to respond flexibly to future developments, we have consciously taken into account significant performance margins. In addition, the electrical drive technology was connected to the PLC via fieldbus and configured for Industry 4.0 requirements.
With our drive system, all of the customer's products can now be powered on one test bench. In addition, the 24" touch screen display provides convenient operation and display of the process parameters.
The protection of the operator as a priority
Using state-of-the-art control technology and a separating protective device, it is possible to further optimize the safety of the operator and of the process.
For this project, we supplied the complete control cabinet, including the PC-based PLC control and control technology for monitoring the safety devices. As an important feature of the control software, the program management is password-protected for 50 test programs with 10 test steps each. The program data is filed as XML on the controller. These files can also be processed in the office and transferred back to the test bench. A wireless emergency stop system with hand-held transmitter allows the emergency stop to be activated throughout the entire test field. Remote maintenance can also be carried out trouble-free in the event of faults in the control system.
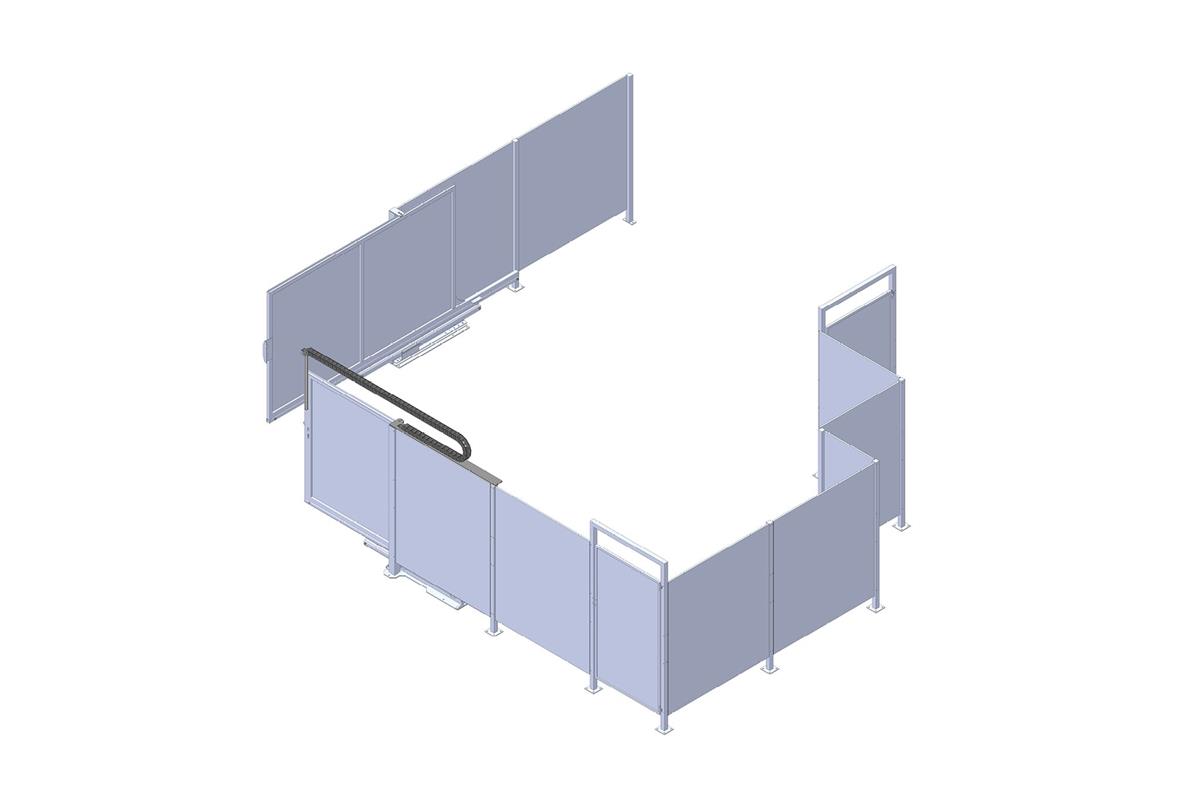
In addition to the entire control technology, we carried out the project planning and installation of a customized safety fence with access monitoring and a safe and magnetically lockable safety door guard. There are access points via hinged doors and a two-part push gate. The access monitoring system was also integrated into the internal safety technology of the PLC.
To enable the operator to enter the safety zone with an enabling switch during operation, the drive system has a safety-limited speed (SLS).