As a long-time partner in hydraulic test bench fitting, a well-known automotive supplier commissioned us to fit a hydraulic test bench, including all hydraulic controllers and servo motors.
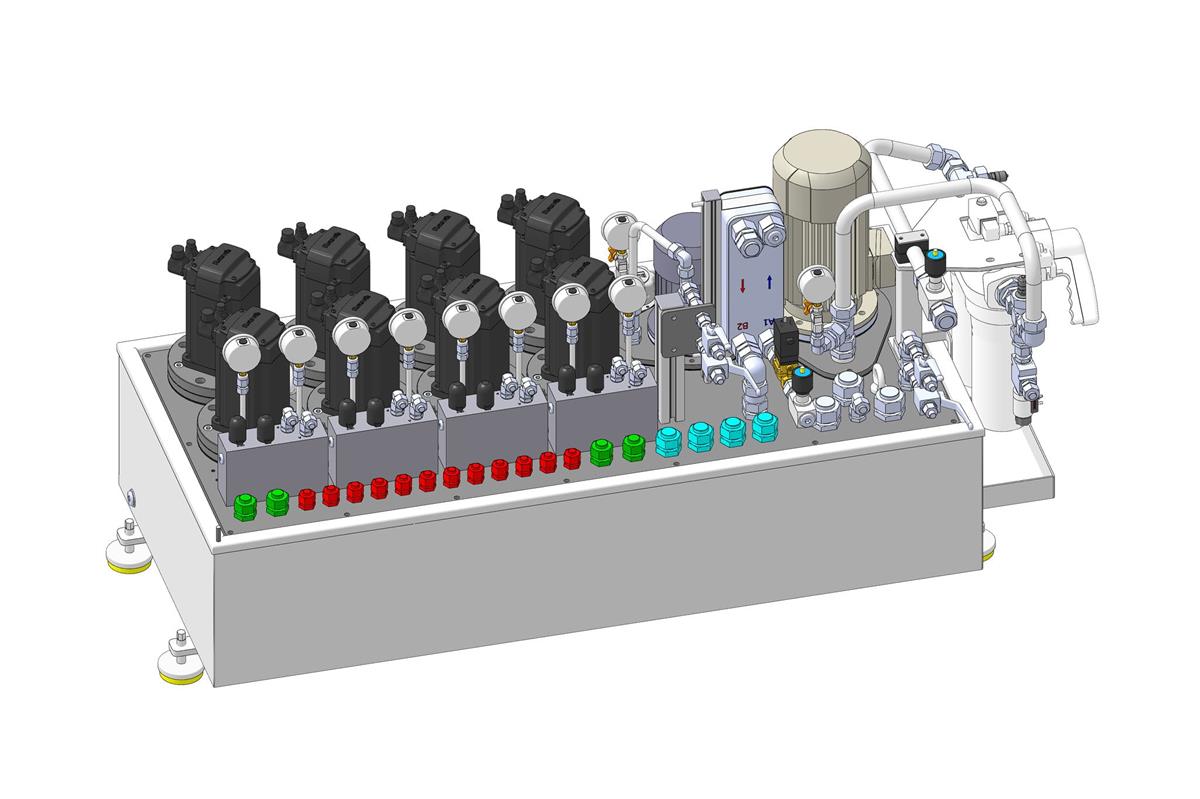
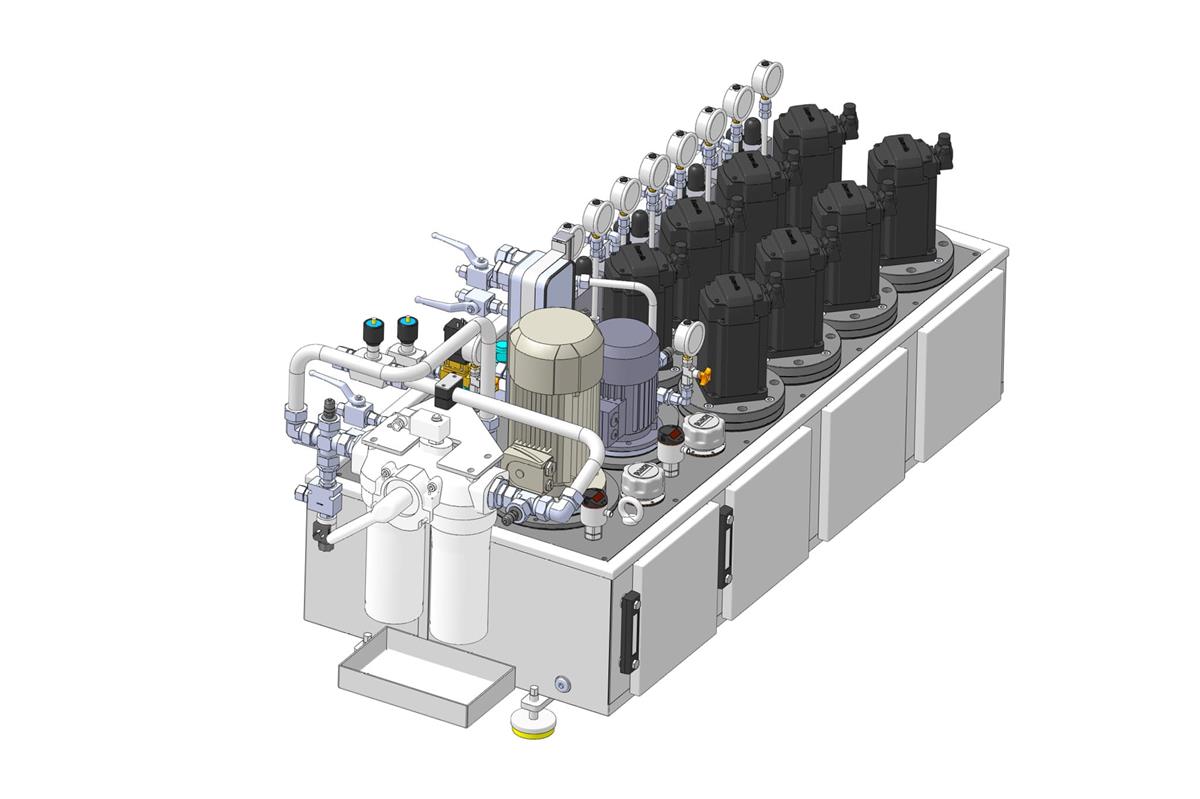
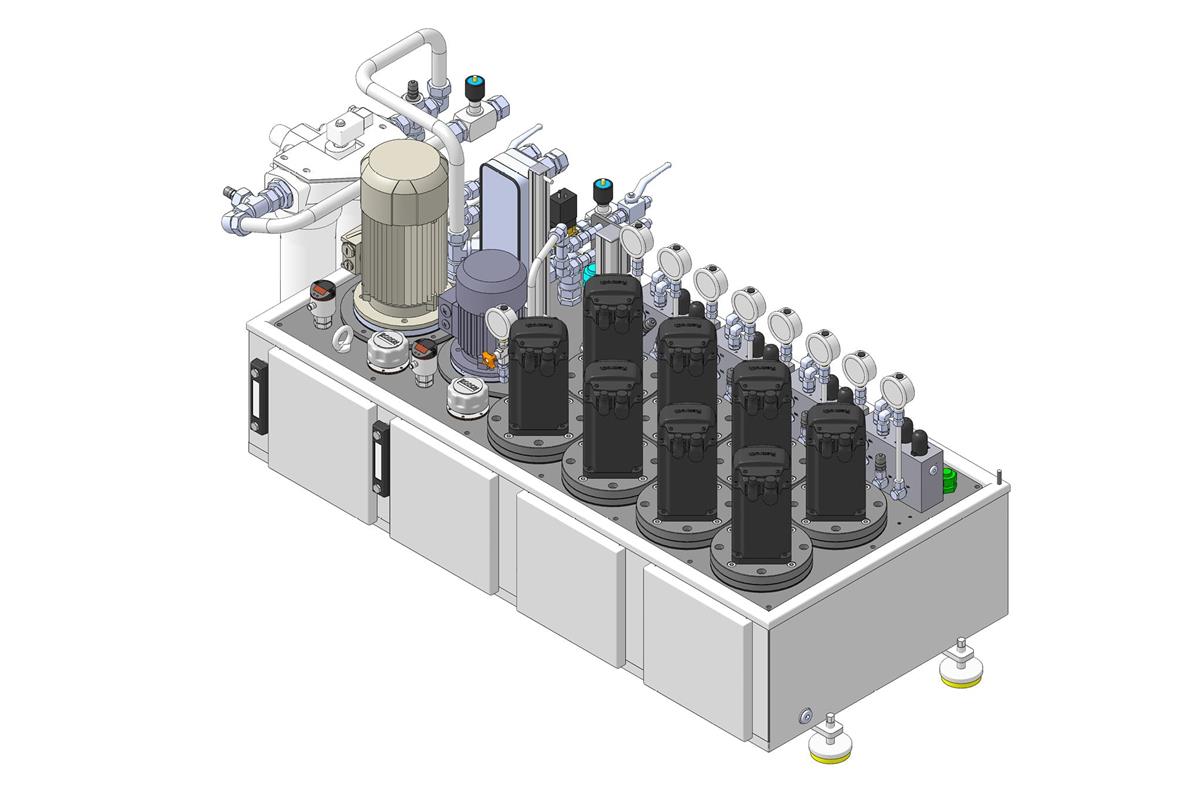
Testing technology must operate reliably and precisely when there are high quality specifications. The requirements on the part of our customer were equally high. Eight test chambers in total were supposed to be supplied with oil from the unit.
Bypass switching blocks, temperature control of the test receiving device and the long service life and failure safety of the plant were at the forefront during planning. In order to be able to install the unit directly under the test bench, it was also necessary to construct a particularly compact and space-saving system solution.